帖子详情
步骤
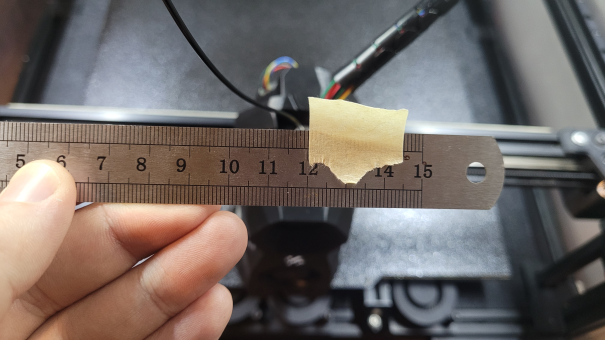
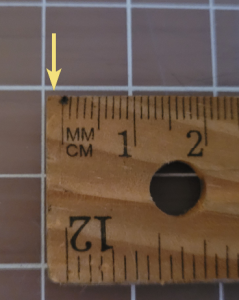
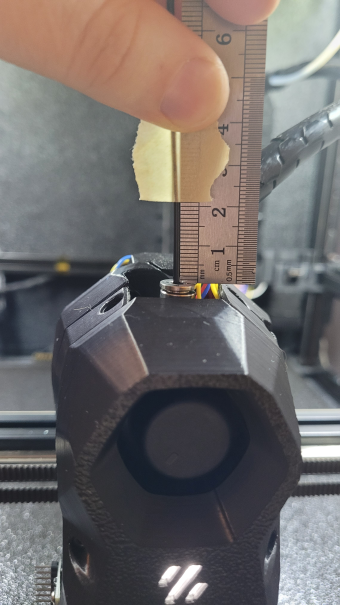
- 拿一把尺子,在 120 毫米标记处放一条胶带。
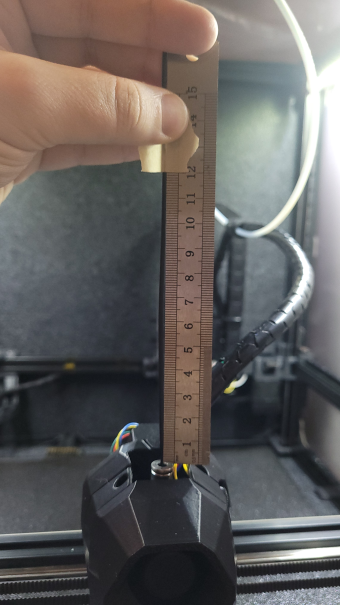
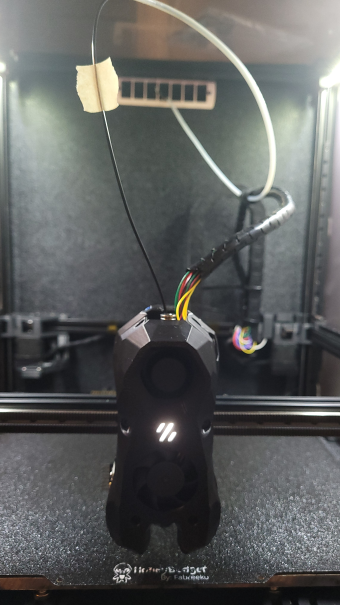
- 在细丝进入挤出机的地方,尽可能笔直地将细丝拉向尺子。将胶带转移至标记 120 毫米。
- 以 1 mm/s 的速度挤出 100 毫米
 。
。
如果这样做很热,请注意以确保塑料没有向侧面射出(部分堵塞)或出现跳跃迹象。
- 测量剩余量。从 120 中减去它,并记下该值以备后用。
- 计算您的新步数/步数并激活它:
rotation_distance
- 在 printer.cfg 中找到该部分。记下您当前的 .
[extruder]rotation_distance - 使用以下公式计算您的新:
rotation_distance- <new_rotation_distance> = <previous_rotation_distance> * ( <actual_extrude_distance> / 100 )
- 使用 临时设置新值。
SET_EXTRUDER_ROTATION_DISTANCE- 例:
SET_EXTRUDER_ROTATION_DISTANCE EXTRUDER=extruder DISTANCE=34.99312407591 激活新值后,再次标记并凸出。通常需要几次迭代才能拨入。
- 例:
- 在 printer.cfg 中找到该部分。记下您当前的 .
- 使用上述公式时,请确保将更新的 / e-steps 值用于 “current” 值。不要继续使用原始值。
rotation_distance - 如果您在背靠背测试中获得不同的长度,则存在挤出机问题
(或者,如果打印很热,也可能是热端/喷嘴阻塞)。
- 更新 和 .
rotation_distanceRESTART确定值后,保存 - 在 printer.cfg 中找到该部分。
[extruder]
- 计算您的新步数/步数并激活它:

转载请注明出处:https://www.dimit.cn/forum/1006.html
